7 Lỗi khuyết tật mối hàn và biện pháp khắc phục công nhân cơ khí cần biết
22.04.2020 16667 vi.vothanh
Trong kỹ thuật cơ khí, dù là thợ lâu năm hay mới vào nghề cũng thường xuyên gặp phải những lỗi cơ bản khi hàn. Điều này gây mất thẩm mỹ hoặc ảnh hưởng nghiêm trọng đến chất lượng sản phẩm. Vậy, nguyên nhân gây ra các khuyết tật mối hàn là gì? Làm thế nào để khắc phục lỗi nhanh chóng?
Trên thực tế, không phải mối hàn nào hoàn thành cũng đạt chất lượng tuyệt đối. Nhiều trường hợp sau khi để nguội, tại vị trí nối xuất hiện lỗi như nứt, rỗ, biến dạng trông rất khó chịu. Công nhân cơ khí cần tìm hiểu kỹ các khuyết tật mối hàn dưới đây để hạn chế lặp lại tình trạng tương tự.
➤ Nứt mối hàn
Là lỗi thường gặp nhất và sẽ cực kỳ nguy hiểm nếu thợ cơ khí không kiểm tra cẩn trọng trước khi đưa sản phẩm vào sử dụng. Nứt mối hàn có thể xuất hiện ở các vị trí như: Bề mặt, bên trong hoặc cạnh chỗ tiếp xúc.
Tình trạng này được phân làm 2 loại:
- Nứt nóng: Xảy ra trong quá trình hàn.
- Nứt nguội: Xảy ra khi kết thúc quá trình hàn, thường có thể xuất hiện sau vài giờ hoặc vài ngày.

Nguyên nhân:
- Hàn ở nhiệt độ quá cao.
- Từ một vết nứt nhỏ nếu không phát hiện kịp thời, khi gặp nhiệt độ cao sẽ khiến toàn bộ phần hàn liên quan bị nứt lan truyền.
- Vật liệu hàn kém chất lượng.
Biện pháp khắc phục
- Sử dụng vật liệu hàn phù hợp với nhau.
- Nới lỏng lực kẹp khi hàn.
- Gia nhiệt trước cho vật hàn không bị thay đổi nhiệt độ đột ngột, giữ nhiệt sau khi kết thúc quá trình hàn nhằm giảm tốc độ nguội từ từ.
- Sử dụng liên kết hàn hợp lý.
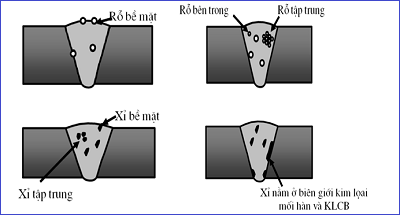
➤ Mối hàn bị rỗ khí
Tình trạng rỗ khí có thể làm giảm khả năng chịu lực của sản phẩm và chúng thường xuất hiện ở:
- Bên trong hoặc tại bề mặt mối hàn.
- Phần ranh giới giữa các mối hàn.
- Tập trung lại một khu vực hoặc nằm rải rác quanh mối nối.
Nguyên nhân:
- Hàm lượng cacbon (C) trong vật liệu quá cao.
- Bề mặt hàn bị bẩn hoặc ẩm.
- Vận tốc hàn cao, chiều dài hồ quang điện lớn.
Biện pháp khắc phục:
- Dùng vật liệu hàn có hàm lượng C thấp.
- Làm sạch, sấy khô vật liệu hàn.
- Giảm tốc độ hàn, giữ chiều dài hồ quang điện ngắn.
- Kéo dài thời gian giữ nhiệt cho mối hàn.
- Khoảng cách giữa chụp khí và vật hàn phải phù hợp.
- Với phương pháp tự động, thuốc hàn phải khô ráo và cung cấp đủ lượng trong quá trình hàn.
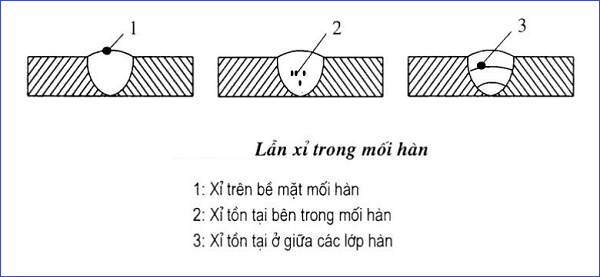
➤ Mối hàn bị lẫn xỉ
Lẫn xỉ hoặc lẫn một số tạp chất khác trong mối hàn cũng là lỗi các khuyết tật mối hàn thường gặp. Chúng thường tồn tại ở bề mặt, bên trong hoặc giáp ranh vị trí nối. Tình trạng này ảnh hưởng đến độ bền của kim loại khi vận hành.
Nguyên nhân:
- Dòng điện nhỏ không đủ nhiệt lượng để kim loại nóng chảy khiến xỉ hàn khó thoát ra bên ngoài.
- Vết hàn cũ chưa làm sạch xỉ
- Góc độ hàn không phù hợp, tốc độ hàn lớn quá mức.
- Nhiệt độ làm nguội hàn giảm nhanh.
Biện pháp khắc phục:
- Tăng cường độ dòng điện cho phù hợp.
- Làm sạch vật liệu, xỉ trước khi hàn
- Giảm tốc độ hàn và thay đổi góc độ cho phù hợp.
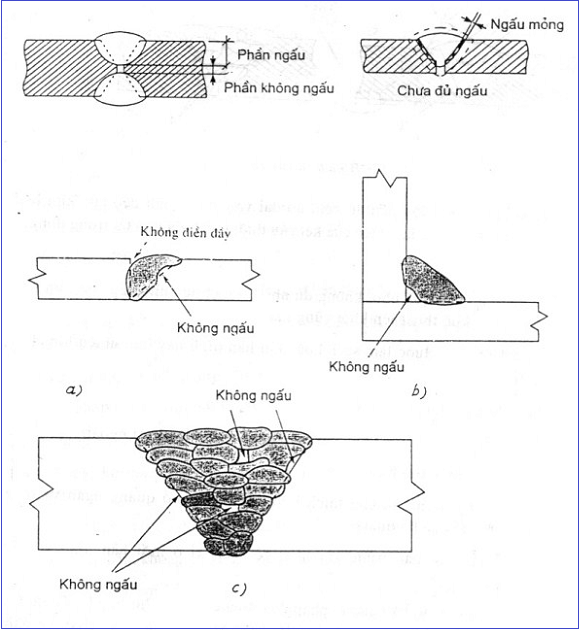
➤ Hàn không khớp
Hàn không khớp (ngấu) là một trong các lỗi khuyết tật mối hàn nghiêm trọng dẫn đến gãy mối nối.
Nguyên nhân:
- Mép vật liệu hàn không khớp.
- Vận hành quá nhanh hoặc dòng điện nhỏ.
- Góc độ hàn chưa chuẩn.
- Chiều dài hồ quang điện lớn.
- Kỹ thuật hàn không đúng.
Biện pháp khắc phục:
- Tăng khe hở, góc vát của vật liệu hàn.
- Tăng cường độ dòng điện và giảm tốc độ vận hành.
- Hàn tỉ mỉ, cẩn trọng.
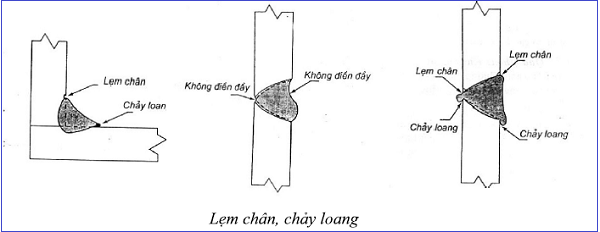
➤ Mối hàn lẹm chân/ chảy loang
Lẹm chân hoặc chảy loang là tình trạng mối hàn ở ranh giới giữa kim loại cơ bản & kim loại đắp bị ăn sâu quá mức hoặc loang ra khu vực không cần thiết.
Nguyên nhân:
- Dòng điện hàn lớn quá mức.
- Chiều dài hồ quang điện lớn.
- Điện cực hàn mạnh.
- Góc độ hàn chưa đúng cách.
Biện pháp khắc phục:
- Điều chỉnh khoảng cách giữa các vật liệu nối.
- Vận hành từ từ, cẩn trọng.
- Giảm điện cực hàn…
➤ Mối hàn bị bắn tóe
Là mối hàn xuất hiện các vảy chồng lên nhau hoặc hạt kim loại li ti nổi lên bề mặt khiến vật liệu hàn mất tính thẩm mỹ.

Nguyên nhân:
- Bề mặt kim loại bẩn.
- Tia hồ quang điện bị thổi tạt.
- Góc độ mỏ hàn nghiêng quá mức, chiều dài hồ quang điện cao.
- Tốc độ ra dây lớn khiến kim loại đắp cháy không hết.
Biện pháp khắc phục
- Vệ sinh bề mặt mối nối.
- Bố trí khu vực làm việc xa hướng gió.
- Điều chỉnh tốc độ hàn đều đặn.
➤ Mối hàn bị cháy chân

Nguyên nhân:
- Do dòng điện quá lớn
- Điện cực hàn mạnh, tốc độ vận hành sai.
Biện pháp khắc phục
- Kiểm tra, điều chỉnh cường độ dòng điện
- Vận hành mỏ hàn với tốc độ đều
- Khi chuyển động mỏ hàn, cần đưa đều tay để kim loại phụ có thời gian đắp lên vật liệu hàn.
Khi gặp lỗi một trong các khuyết tật hàn trên đây, công nhân cơ khí cần áp dụng những biện pháp khắc phục để tránh làm hư hỏng sản phẩm. Tuy nhiên, nếu lỗi quá nặng:
- Cần đục bỏ từ từ phần kim loại bị hỏng.
- Hàn sửa chữa theo biện pháp hướng dẫn.
- Với vết nứt, cần loại bỏ triệt để 2 đầu nứt để hạn chế sự phát triển rộng.
- Dùng phương pháp nhiệt luyện để khôi phục lại tình trạng ban đầu khi chưa tiến hành hàn.
Trên đây là tổng hợp các khuyết tật mối hàn và biện pháp khắc phục từ thợ cơ khí lành nghề chia sẻ. Công nhân có thể áp dụng để hạn chế lặp lại những lỗi cơ bản, nâng cao kỹ thuật hàn, thuận tiện cho quá trình tìm, làm việc sau này.
Ms. Công nhân















")

")
_144.png "CÔNG TY TNHH PHỤ TÙNG XE MÁY Ô TÔ GOSHI- THĂNG LONG")
 Zalo
Zalo